- nr. 8, zaolin vej,
longxiang gade,
tongxiang,zhejiang, Kina - +86 573 89381086[email protected]
- DownloadsPDF-brochurer
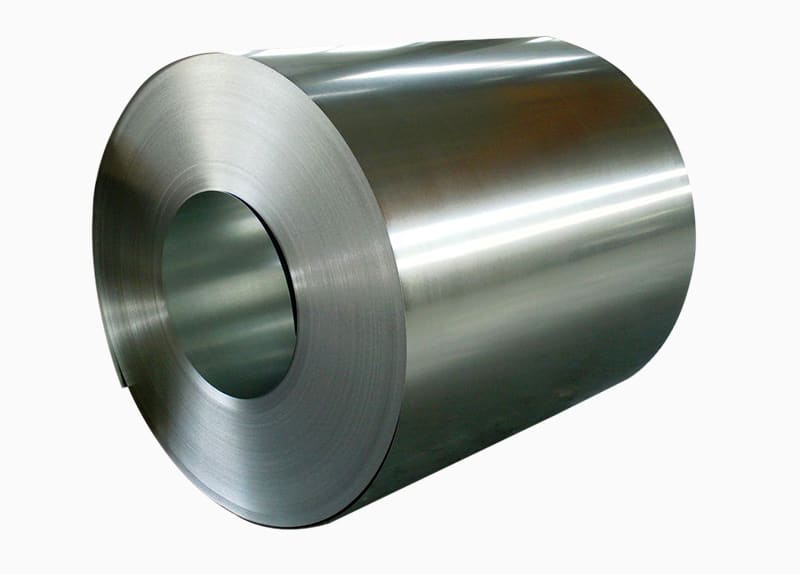
Varmvalsede stålspoler er en af de mest udbredte former for stål i moderne fremstilling og konstruktion. Disse store ruller af stålplader produceres gennem en højtemperaturvalseproces, der skaber et alsidigt materiale, der er velegnet til alt fra bygningskonstruktioner til bilrammer. Hvis du arbejder med konstruktion, fremstilling eller metalfremstilling, kan forståelsen af varmvalsede stålspoler hjælpe dig med at træffe bedre materialevalg, kontrollere omkostningerne og opnå overlegne resultater i dine projekter.
Varmvalsede stålspoler er skabt gennem en fremstillingsproces, der forvandler råstål til flade, fleksible plader viklet til massive spoler. Den "varmvalsede" betegnelse refererer til den temperatur, hvorved stålet behandles - over dets omkrystallisationstemperatur, typisk over 1700°F. Denne højvarmebehandling er det, der giver varmvalset stål dets karakteristiske egenskaber og adskiller det fra koldvalsede alternativer.
Fremstillingsrejsen begynder ved stålværket, hvor råmaterialer, herunder jernmalm, kul og kalksten, smeltes sammen i højovne for at skabe smeltet stål. Dette flydende metal støbes derefter til store rektangulære plader kaldet blooms eller billets. Disse halvfabrikata kan veje flere tons og tjene som udgangspunkt for varmvalseprocessen.
Når pladerne er dannet, genopvarmes de i specialiserede ovne til temperaturer over 2000°F, indtil de lyser lysende orange eller gult. Denne ekstreme varme gør stålet formbart og klar til at rulle. De opvarmede plader passerer derefter gennem en række massive valseværker, der gradvist reducerer tykkelsen og øger længden. Tænk på det som at rulle dej ud - hver gang gennem rullerne gør stålet tyndere og længere.
Når stålet passerer gennem flere rullestande, klemmer højtryksruller og former det til gradvist tyndere plader. Antallet af gennemløb og det påførte tryk bestemmer den endelige tykkelse af spolen. Moderne møller bruger computerstyrede kontroller til at opretholde præcise tykkelsestolerancer i hele spolens længde, som kan strække sig hundreder af fod.
Efter at have opnået den ønskede tykkelse, bevæger den varme stålplade sig gennem kølelejer eller vandspray for at bringe temperaturen ned på en kontrolleret måde. Denne afkølingsproces påvirker stålets endelige mekaniske egenskaber og kornstruktur. Til sidst vikles det afkølede stål ind i tætte spoler ved hjælp af specialiseret viklingsudstyr. Disse færdige spoler kan veje alt fra 10 til 30 tons og måle 3 til 6 fod i bredden, klar til forsendelse til producenter og fabrikanter over hele verden.
Varmvalsede stålspoler besidder forskellige fysiske og mekaniske egenskaber, som er et resultat af deres højtemperaturbehandling. At forstå disse egenskaber hjælper dig med at afgøre, hvornår varmvalset stål er det rigtige valg til din applikation.
Overfladefinishen af varmvalset stål er en af dets mest genkendelige egenskaber. Fordi stålet forarbejdes ved høje temperaturer, dannes et lag af jernoxidskala på overfladen under afkøling. Denne skala giver varmvalset stål dets karakteristiske ru, let hulede udseende og mørkegrå farve. Mens nogle applikationer kræver fjernelse af denne skala gennem bejdsning eller snavsblæsning, omfatter mange anvendelser denne industrielle finish, som den er.
Dimensionstolerancer i varmvalset stål er generelt løsere end koldvalsede alternativer. Højtemperaturbehandlingen gør det udfordrende at opretholde ekstremt stramme tykkelses- og breddespecifikationer. Typiske tykkelsestolerancer spænder fra ±0,030 til ±0,060 tommer afhængigt af materialetykkelse og kvalitet. Til applikationer, der kræver præcise dimensioner, kan koldvalset stål eller yderligere bearbejdning være nødvendig.
De mekaniske egenskaber af varmvalset stål omfatter god duktilitet og formbarhed, hvilket gør det velegnet til bukning, stempling og andre fremstillingsprocesser. Materialet udviser moderat trækstyrke typisk fra 400 til 550 MPa afhængigt af den specifikke kvalitet. Flydestyrken varierer tilsvarende baseret på sammensætning og forarbejdningsparametre. Disse egenskaber gør varmvalsede bredbånd ideelle til strukturelle applikationer, hvor høj styrke kombineret med bearbejdelighed er afgørende.
Indvendige spændinger er minimale i varmvalset stål, fordi materialet afkøles naturligt efter forarbejdning uden yderligere koldbearbejdning. Denne spændingsfri tilstand gør varmtvalset stål mindre tilbøjeligt til at vride sig eller springe tilbage under fremstillingen, hvilket er en væsentlig fordel ved formning af store dele eller komplekse former.
Varmvalsede stålspoler fås i adskillige kvaliteter og specifikationer designet til forskellige applikationer og ydeevnekrav. Valg af den passende karakter sikrer, at dit projekt opfylder strukturelle, formbarheds- og omkostningsmål.
| Karakterbetegnelse | Primære egenskaber | Typiske applikationer |
| A36 | Generelt konstruktionsstål, god svejsbarhed, 36 ksi udbytte | Bygninger, broer, generel fremstilling |
| ASTM A1011 | Varmvalsede kulstofstålplader, forskellige styrkeniveauer | Autodele, apparater, metalbygninger |
| HSLA (A572) | Højstyrke lav-legeret, 50-65 ksi udbytte, forbedret sejhed | Tungt udstyr, trykbeholdere, strukturelle understøtninger |
| SS klasse 40 | Strukturel kvalitet, 40 ksi minimumsudbytte, økonomiklasse | Indramning, ikke-kritiske strukturelle komponenter |
| CS Type B | Kommerciel kvalitet, moderat formbarhed | Reoler, kabinetter, lette anvendelser |
| DDS (Tegningskvalitet) | Fremragende formbarhed til dybdetrækningsoperationer | Automotive karrosseripaneler, komplekse formede dele |
Ud over disse standardkvaliteter tjener specialiserede varmvalsede bredbånd specifikke industribehov. Forvitringsstålkvaliteter som A588 udvikler en beskyttende rustpatina, der eliminerer behovet for maling i udendørs applikationer. Slidbestandige kvaliteter som AR400 eller AR500 giver enestående hårdhed til applikationer som dumperleje eller mineudstyr, hvor slidstyrke er kritisk.
Tykkelsesintervaller for varmvalsede bredbånd spænder typisk fra 0,050 tommer (1,27 mm) op til 0,500 tommer (12,7 mm) eller mere, selvom det mest almindelige område falder mellem 0,075 og 0,250 tommer. Tyndere målere giver bedre formbarhed, mens tykkere materialer giver større strukturel kapacitet. Bredden varierer fra 24 tommer til over 72 tommer, hvor 48 og 60 tommer er standardstørrelser, der minimerer spild i mange applikationer.
Valget mellem varmvalsede og koldvalsede stålspoler repræsenterer en af de mest fundamentale beslutninger i metalvalg. Hver behandlingsmetode skaber forskellige egenskaber, der passer til forskellige applikationer, og forståelse af disse forskelle forhindrer dyre fejl i materialespecifikation.
Temperatur under forarbejdning er den primære skelnen. Varmvalset stål formes ved temperaturer over 1700°F, mens materialet forbliver i en blødgjort tilstand. Koldvalset stål behandles omvendt ved stuetemperatur efter start med varmvalsede bredbånd. Denne koldbearbejdning hærder stålet gennem strækhærdning og giver mulighed for strammere dimensionskontrol.
Kvaliteten af overfladefinish adskiller sig dramatisk mellem de to. Varmvalset stål har den ru, skalerede overflade skabt af højtemperaturoxidation. Koldvalset stål har en glat, ren finish med et lyst udseende, fordi skalaen fjernes under forarbejdningen, og materialet gennemgår yderligere efterbehandlingstrin. Hvis din applikation kræver maling, plettering eller et poleret udseende, giver koldvalset stål en bedre startoverflade.
Dimensionspræcision favoriserer stærkt koldvalsede produkter. Rumtemperaturbehandlingen giver producenterne mulighed for at holde meget snævrere tolerancer, med tykkelsesvariationer så små som ±0,005 tommer sammenlignet med ±0,030 tommer eller mere for varmvalset. Anvendelser, der kræver præcise tilpasninger, ensartede bøjningsradier eller ensartet udseende, drager fordel af koldvalset ståls overlegne dimensionskontrol.
Omkostningsovervejelser favoriserer generelt varmtvalset stål, fordi det kræver færre forarbejdningstrin og mindre energi at producere. Varmvalsede bredbånd koster typisk 10-20 % mindre end tilsvarende koldvalsede materiale. Til store strukturelle projekter, hvor overfladefinish og snævre tolerancer ikke er kritiske, giver varmvalset stål betydelige omkostningsbesparelser uden at ofre ydeevnen.
Styrke- og hårdhedsegenskaberne er forskellige på grund af forarbejdningsmetoderne. Koldvalset stål er hårdere og stærkere end varmvalset af samme kvalitet på grund af arbejdshærdning under koldbearbejdning. Denne øgede styrke kommer dog med reduceret duktilitet, hvilket gør koldvalset stål mere tilbøjeligt til at revne under svære formningsoperationer. Varmvalset ståls kombination af moderat styrke og fremragende duktilitet gør det ideelt til applikationer, der involverer betydelig formning eller bøjning.
Varmvalsede stålspoler tjener som essentielle råmaterialer på tværs af stort set alle industrisektorer. Deres alsidighed, styrke og omkostningseffektivitet gør dem uundværlige til utallige applikationer fra massive infrastrukturprojekter til dagligdags forbrugerprodukter.
Byggebranchen repræsenterer den største forbruger af varmvalsede stålspoler. Konstruktionsstål til bygninger, broer og infrastruktur er stærkt afhængig af varmtvalsede produkter. Metalbygningsproducenter konverterer varmvalsede spoler til vægpaneler, tagdækning og strukturelle rammer. Materialets høje styrke-til-vægt-forhold gør det muligt for ingeniører at designe effektive strukturer, der minimerer materialeforbruget og samtidig opfylder belastningskravene. Forstærkningsmaterialer, støttebjælker og fundamentskomponenter starter alle almindeligvis som varmtvalsede spoler.
Bilfremstilling bruger enorme mængder varmvalset stål til køretøjsrammer, chassiskomponenter og strukturelle forstærkninger. Mens udvendige karrosseripaneler typisk bruger koldvalsede eller coatede stål til overfladekvalitet, inkorporerer den underliggende struktur i de fleste køretøjer varmtvalset stål for dets styrke og formbarhed. Lastbilrammer, tværbjælker og ophængskomponenter drager især fordel af varmvalset ståls kombination af sejhed og omkostningseffektivitet.
Rør- og rørproduktion starter med varmvalsede coils, der skæres i strimler og derefter formes til runde eller formede profiler. Både svejsede og sømløse rørfremstillingsprocesser anvender varmtvalset stål som råmateriale. Olie- og gasrørledninger, strukturelle rør, mekaniske rør og utallige andre rørformede produkter sporer deres oprindelse til varmtvalset stål.
Fabrikanter af tungt udstyr og maskiner er afhængige af varmvalset stål til alt fra bulldozerblade til landbrugsredskabsrammer. Materialet modstår misbrug af jordflytningsudstyr, minemaskiner og industrielt produktionsudstyr. Slidbestandige varmvalsede kvaliteter udmærker sig især i applikationer, der involverer slag, slid eller tunge belastninger.
Mens varmvalsede stålspoler kan bruges i deres som-valsede tilstand til mange anvendelser, forbedrer forskellige overfladebehandlinger ydeevne, udseende eller korrosionsbestandighed. At forstå disse muligheder hjælper dig med at specificere den rigtige overfladeforberedelse til dine specifikke krav.
Bejdsning fjerner mølleskalaen fra varmvalset stål gennem et kemisk bad, typisk ved hjælp af salt- eller svovlsyre. Denne proces afslører rent stål nedenunder, hvilket skaber en grå mat overflade fri for oxidation. Efter bejdsning får stålet en let oliebelægning for at forhindre rust under opbevaring og forsendelse. Syltet og olieret varmvalset stål, ofte kaldet HRPO, giver en fremragende overflade til svejsning, maling eller videreforarbejdning. Det koster lidt mere end standard varmvalset, men betydeligt mindre end koldvalset stål, samtidig med at det tilbyder en renere startoverflade.
Varmvalsede bredbånd kan galvaniseres ved at nedsænke dem i smeltet zink for at skabe en beskyttende belægning. Dette galvaniserede varmvalsede stål, ofte kaldet galvannealet, når det varmebehandles efter belægning, giver fremragende korrosionsbestandighed til udendørs applikationer. Zinkbelægningen ofrer sig selv for at beskytte det underliggende stål mod rust og oxidation. Galvaniserede varmvalsede spoler er populære til tagdækning, sidespor, kanalsystemer og enhver applikation udsat for vejr eller fugt.
Mekanisk afkalkning gennem snavsblæsning bruger højhastighedsstål eller keramiske partikler til fysisk at fjerne mølleskala og skabe en tekstureret overfladeprofil. Denne behandling forbereder stålet til belægningsapplikationer ved at give en ru overflade, der forbedrer malingens vedhæftning. Kugleblæsning er almindeligt for konstruktionsstål, der skal males i marken, eller til applikationer, der kræver specifikke overfladeruhedsparametre.
Mange fabrikanter anvender maling eller pulverlakering på varmvalsede ståldele efter fremstilling. Korrekt overfladeforberedelse, herunder rengøring, affedtning og nogle gange påføring af konverteringsbelægninger, sikrer god malingvedhæftning og langsigtet korrosionsbeskyttelse. Pulverlakering er blevet mere og mere populær på grund af dens holdbarhed, miljømæssige fordele og brede farvevalg.
At købe varmvalsede stålspoler kræver forståelse af markedsdynamikken, prismekanismer og praktisk logistik, der påvirker dine samlede anskaffelsesomkostninger. Smarte indkøbsstrategier kan generere betydelige besparelser og samtidig sikre materialetilgængelighed, når du har brug for det.
Basismetalpriserne svinger konstant baseret på globalt udbud og efterspørgsel, råvareomkostninger og økonomiske forhold. Stålpriserne er typisk angivet pr. ton eller pr. hundredevægt (cwt) og varierer efter region, mølle og aktuelle markedsforhold. Vigtige faktorer, der påvirker priserne, omfatter jernmalmomkostninger, energipriser, tilgængelighed af metalskrot og internationale handelspolitikker, herunder tariffer og kvoter.
Tillæg og tillæg øger basisprisen og kan påvirke de samlede omkostninger markant. Fælles tillæg omfatter legeringstillæg for specifikke kemiske sammensætninger, størrelsestillæg for ikke-standard bredder eller tykkelser, mængdetillæg for små ordrer og forarbejdningstillæg til specielle overfladebehandlinger. Nogle møller anvender også brændstoftillæg, fragtafgifter eller andre gebyrer, der varierer med markedsforholdene. Anmod altid om specificerede priser, der opdeler disse komponenter, så du nøjagtigt kan sammenligne tilbud.
Ordremængden påvirker enhedspriserne dramatisk. Stålværker foretrækker at producere store serier af samme specifikation for at maksimere effektiviteten, så små ordrer har typisk premium-priser. Brydepunkterne varierer fra mølle til fabrik, men ordrer på 20-40 tons eller mere kvalificerer generelt til bedre priser end mindre mængder. Balancer dog mængderabatter mod lageromkostninger og risiko for forældelse - at købe mere, end du kan bruge inden for en rimelig tidsramme, kan modvirke tilsyneladende besparelser.
Leveringstider varierer afhængigt af, om du bestiller direkte fra fabrikken eller fra et servicecenter. Mill-direct-ordrer kræver typisk 6-12 uger til produktion og levering, mens servicecentre lagerfører almindelige størrelser for øjeblikkelig tilgængelighed. Servicecentre tilføjer opmærkning over møllepriser, men leverer værdifulde tjenester, herunder opskæring i længden, opskæring og mindre minimumsmængder.
Kontrakt- versus spot-købsstrategier tilbyder hver især fordele. Langsigtede kontrakter låser prisfastsættelsen for flere leverancer over måneder eller år, beskytter mod prisstigninger, men mangler potentielt muligheder, når priserne falder. Spotkøb giver fleksibilitet til at tidsindstille køb på gunstige markeder, men udsætter dig for prisvolatilitet. Mange virksomheder bruger hybride tilgange, der indgår kontrakter for basisbehov, mens de køber spot for variabel efterspørgsel.
Korrekt opbevaring og håndtering af varmvalsede stålspoler beskytter din investering og sikrer, at materialet forbliver i god stand indtil brug. Disse massive, tunge genstande kræver specifikke forholdsregler for at forhindre skader, kvæstelser og kvalitetsforringelse.
Opbevaring af spole kræver tilstrækkelig plads og ordentlige støttestrukturer. Opbevar spoler lodret på træ- eller metalsadler, der fordeler vægten jævnt og forhindrer punktbelastning, der kan deformere spolen. Stabel aldrig spoler vandret, da vægten kan forårsage permanent knusning af indvendige omslag. Oprethold mindst 6 tommer frigang mellem jorden og spolens bund for at forhindre ophobning af fugt og rustdannelse. Indendørs opbevaring er ideel, men hvis udendørs opbevaring er nødvendig, skal du dække spolerne med vandtætte presenninger, mens du tillader luftcirkulation for at forhindre kondens.
Miljøkontrol forhindrer korrosion og kvalitetsproblemer. Varmvalset ståls nøgne overflade er modtagelig for rust, når den udsættes for fugt. Oprethold opbevaringsområder med en luftfugtighed under 50 %, når det er muligt, og sørg for god ventilation for at forhindre kondens. Selv oliebelagte spoler kan udvikle rust, hvis de opbevares under fugtige forhold i længere tid. Nogle operationer bruger affugtere eller korrosionshæmmende additiver i lagerområder, der håndterer kritiske materialer.
Sikre håndteringsprocedurer er afgørende i betragtning af vægten og størrelsen af stålspoler. En typisk spole vejer 15-30 tons, hvilket kræver traverskraner, spoleløftere eller specialudstyr til bevægelse. Brug aldrig chokere eller slynger, der kan beskadige spolens kanter eller få lasten til at skifte uventet. Spolegreb eller C-kroge designet specielt til spolehåndtering giver den sikreste løftemetode. Sørg for, at alt løfteudstyr er klassificeret til spolens vægt med tilstrækkelige sikkerhedsfaktorer.
Konvertering af varmvalsede stålspoler til færdige produkter involverer forskellige fremstillingsprocesser, hver med specifikke overvejelser for at opnå optimale resultater. At forstå, hvordan varmtvalset stål opfører sig under forskellige operationer, hjælper dig med at planlægge effektiv produktion og undgå almindelige problemer.
Opskæring forvandler masterspoler til smallere bredder til specifikke applikationer. Højhastighedsskæringslinjer bruger cirkulære knive til at skære spoler på langs, mens materialet spoles tilbage til flere mindre spoler. Kantkvalitet afhænger af knivskarpheden og korrekt opsætning - sløve knive skaber grater, der kræver sekundære afgratningsoperationer. Varmvalset ståls skala kan fremskynde klingeslid, så hyppige klingeskift eller hårdmetalværktøj kan være nødvendigt for højvolumen opskæring.
Skæring til længde konverterer spole til flade plader med specificerede dimensioner. Afskårne linjer ruller materialet ud, flader og skærer materialet til ark, der stables for nem håndtering og videre forarbejdning. Varmvalsede ståls indre spændinger er minimale, så afskårne plader ligger generelt fladt uden overdreven krølning eller krumning. Den ru overflade kan dog være slibende til at fremføre ruller og nivelleringsudstyr, hvilket kræver hyppigere vedligeholdelse end koldvalset behandling.
Formningsoperationer, herunder bukning, stempling og rulleformning, fungerer godt med varmvalset stål takket være dets fremragende duktilitet. Materialets blødhed sammenlignet med koldvalset stål reducerer formningskræfter og værktøjsslid. Den ru overfladefinish kan dog påvirke udseendet i synlige områder og kan mærke eller galdedannende matricer. Spring-back er generelt mindre problematisk med varmvalset stål end koldvalset, hvilket forenkler bøjningsvinkelberegninger.
Svejsning af varmtvalset stål forløber jævnt med de fleste almindelige svejseprocesser, herunder MIG, TIG, stift og fluxkerne. Overfladeskalaen skal fjernes fra svejseområderne gennem slibning, stålbørstning eller bejdsning for at sikre sunde svejsninger. Varmvalset ståls kemiske sammensætning er typisk ligetil uden højt legeringsindhold, hvilket gør det svejsevenligt med standardprocedurer. Forvarmning kan være nødvendig for tykke sektioner eller høje kulstofkvaliteter for at forhindre revner.
Bearbejdningsegenskaber for varmtvalset stål falder mellem fribearbejdningskvaliteter og svære at bearbejde legeringer. Materialet skærer rimeligt godt med hårdmetal eller højhastighedsstålværktøj. Den ru overflade og potentielle skala kan sløve skæreværktøj hurtigere end bearbejdning af syltede eller koldvalsede materialer. Forvent moderat værktøjslevetid, og planlæg værktøjsændringer i overensstemmelse hermed i bearbejdningsoperationer med store mængder.
At sikre varmvalsede stålspoler opfylder specifikationerne kræver systematisk kvalitetskontrol gennem hele produktionen og ved modtagelse. Disse test- og inspektionsmetoder verificerer materialeegenskaber og identificerer defekter, før de forårsager problemer ved fremstilling eller service.
Kemisk sammensætningsanalyse bekræfter, at stålet opfylder kvalitetsspecifikationerne for kulstofindhold, mangan, svovl, fosfor og andre legeringselementer. Møller udfører typisk spektroskopiske analyser under produktionen og leverer certificerede mølletestrapporter, der dokumenterer sammensætningen. Når kritiske applikationer kræver verifikation, bekræfter uafhængig laboratorietest ved hjælp af optisk emissionsspektroskopi eller røntgenfluorescens.
Test af mekaniske egenskaber evaluerer trækstyrke, flydespænding og forlængelse gennem standardiserede procedurer. Testprøver skåret fra spoleprøver gennemgår trækprøver for at måle disse egenskaber. Resultaterne skal ligge inden for de angivne intervaller for karakteren. Hårdhedstest ved hjælp af Rockwell- eller Brinell-metoder giver en hurtig kontrol af relativ styrke og konsistens på tværs af en spole.
Dimensionel inspektion verificerer tykkelse, bredde og planhed i overensstemmelse med tolerancer. Tykkelsesmålere måler på flere punkter på tværs af bredden for at registrere kroning eller kantudtynding. Breddemål bekræfter, at spolen matcher de bestilte dimensioner. Fladhed kan vurderes visuelt eller med specialudstyr, når det er kritisk. Inspektion af kanttilstand kontrollerer for sprækker, revner eller for store bølger, der kan forårsage behandlingsproblemer.
Overfladekvalitetsinspektion identificerer defekter som kalktab, huller, ridser eller rust, der kan påvirke det færdige produkt. Mens varmvalset stål i sagens natur har en ru overflade, er overdrevne defekter ud over normal mølleskala uacceptable. Inspektion sker typisk under afrulning eller første bearbejdning, hvor hele overfladen kan undersøges. Alvorlige defekter kan berettige afvisning eller prisjustering.
Møllecertificeringer og sporbarhedsdokumentation giver vigtige kvalitetsregistre. Certificerede mølletestrapporter detaljerer kemisk sammensætning, mekaniske egenskaber og testprocedurer for hver spole eller produktionsparti. Vedligeholdelse af disse dokumenter understøtter kvalitetssystemer, kundekrav og overholdelse af lovgivning. Varmenumre stemplet eller malet på spoler gør det muligt at spore materiale tilbage til specifikke produktionsbatcher, hvis der opstår problemer.
Varmvalsede stålspoler deltager i et af de mest succesrige genbrugsøkosystemer i fremstillingen. Forståelse af de miljømæssige aspekter af stålproduktion og genanvendelse hjælper virksomheder med at nå bæredygtighedsmålene og samtidig reducere omkostningerne.
Stål er uendeligt genanvendeligt uden kvalitetsforringelse, hvilket betyder, at stålskrot kan omsmeltes og omdannes til nye produkter på ubestemt tid. Cirka 90 % af stålet, der bruges i byggeri og bilindustrien, bliver i sidste ende genbrugt i stedet for at blive deponeret. Denne enestående genanvendelsesrate gør stål til et af de mest miljøvenlige strukturelle materialer, der findes.
Moderne stålværker udnytter betydeligt genbrugsindhold i produktionen. Elbueovnsmøller (EAF) kan producere stål fra næsten 100 % skrot, mens integrerede møller, der bruger højovne, typisk inkorporerer 25-40 % skrot sammen med ny jernmalm. Dette genanvendte indhold reducerer energiforbrug, drivhusgasemissioner og udvinding af naturressourcer sammenlignet med at producere stål udelukkende fra råmaterialer.
Energieffektiviteten i varmvalsning er blevet væsentligt forbedret gennem teknologiske fremskridt. Varmegenvindingssystemer opfanger spildvarme fra valse- og køleprocesser. Computerstyret drift optimerer temperaturprofiler og rulleplaner for at minimere energiforbruget. Moderne møller bruger cirka 50 % mindre energi pr. ton produceret stål sammenlignet med operationer fra flere årtier siden.
End-of-life planlægning bør overveje, hvordan varmtvalsede stålprodukter vil blive genbrugt. Design til demonteringsprincipper gør det lettere at adskille stålkomponenter fra andre materialer under nedrivning eller skrotning. At undgå kompositmaterialer, der er svære at adskille, øger genanvendelsesprocenten. Valg af maling og belægning kan også påvirke genanvendeligheden - nogle belægninger komplicerer genbrug, mens andre har minimal indvirkning.
Skrothåndtering under fremstillingen genvinder værdifuldt materiale og reducerer omkostningerne til bortskaffelse af affald. Afskårne stykker, afviste dele og processkrot har alle værdi for skrothandlere. At organisere skrot efter klasse og holde det fri for forurening maksimerer værdien. Mange fabrikanter genererer betydelige indtægter fra skrotsalg, der opvejer råvareomkostninger.
Den varmvalsede stålindustri fortsætter med at udvikle sig gennem teknologiske innovationer, skiftende markedskrav og bæredygtighedsinitiativer. At være opmærksom på disse tendenser hjælper producenterne med at forudse ændringer og udnytte nye muligheder.
Avancerede højstyrkestål (AHSS) kvaliteter udvider sig ud over koldvalsede applikationer til varmtvalsede produkter. Disse specialiserede stål opnår højere styrke ved lavere vægt gennem omhyggelig legering og termisk behandling. Tredje generation af AHSS kombinerer enestående styrke med forbedret formbarhed, hvilket muliggør lettere strukturer, der opretholder eller forbedrer sikkerhed og holdbarhed. Automotive- og konstruktionsapplikationer specificerer i stigende grad disse materialer for at opfylde vægtreduktion og ydeevnemål.
Digital transformation og Industry 4.0-teknologier revolutionerer stålproduktionen. Realtidsovervågningssystemer sporer alle aspekter af rullende operationer, hvilket muliggør øjeblikkelige justeringer for at opretholde kvaliteten. Forudsigende vedligeholdelsesalgoritmer forudser udstyrsfejl, før de opstår, hvilket reducerer nedetiden. Kunstig intelligens optimerer rulleplaner, forudsiger materialeegenskaber og forbedrer udbyttet. Disse teknologier øger produktiviteten, mens de forbedrer produktkonsistensen.
Bæredygtighedsinitiativer driver ændringer i stålfremstillingsprocesser og produktudbud. Hydrogen-baserede direkte reduktionsprocesser lover næsten nul kulstofstålproduktion, selvom implementering i kommerciel skala stadig er år væk. Kulstoffangst- og -sekvestreringsteknologier kan muliggøre fortsat brug af traditionelle højovne med drastisk reducerede emissioner. Mills tilbyder i stigende grad produkter med certificeret genbrugsindhold og dokumentation for CO2-fodaftryk for at understøtte kundernes bæredygtighedsrapportering.
Supply chain optimering gennem forbedret logistik og lagerstyring hjælper møller og servicecentre med at reagere hurtigere på kundernes behov. Just-in-time leveringssystemer reducerer kundens lagerbehov, samtidig med at de sikrer materialetilgængelighed. Digitale markedspladser opstår, som forbinder købere og sælgere mere effektivt, hvilket potentielt reducerer transaktionsomkostningerne og forbedrer prisgennemsigtigheden.
Globale kapacitetsskift fortsætter med at omforme det konkurrencemæssige landskab, efterhånden som produktionen flytter til regioner med lavere omkostninger eller nærhed til voksende markeder. At forstå disse skift hjælper købere med at diversificere forsyningskilderne og styre risici. Handelspolitikker, herunder tariffer, kvoter og handelsaftaler, påvirker priser og tilgængelighed betydeligt, hvilket gør det vigtigt at overvåge lovgivningsudviklingen i de vigtigste producerende regioner.
Med høj anti-rust ydeevne er de populære brugt i byggeri,...
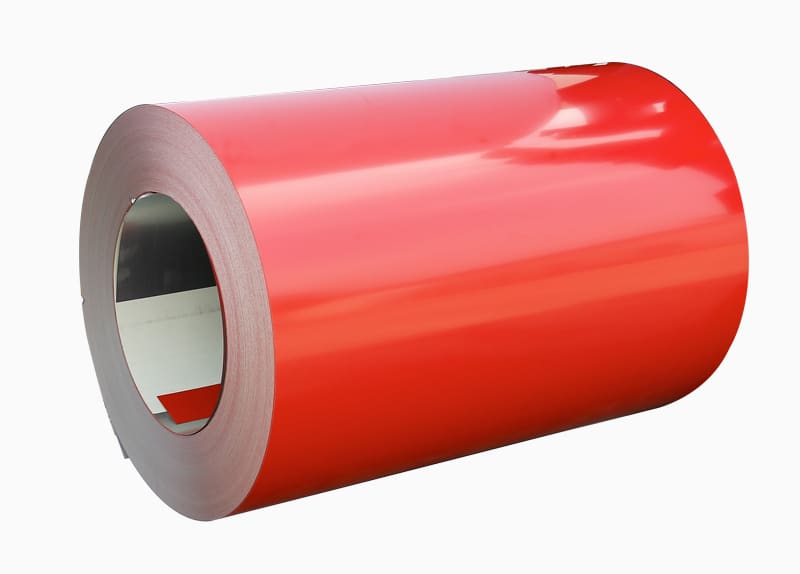
PPGI / PPGL COIL fulde navn er formalet galvaniseret / ga...

Havn: Zhejiang, Kina Fordele ved vores formalede galva...

ANVENDELSE AF PPGI Konstruktion: Udenfor: Værksted, la...




