Summary: Efter belægningsprocessen for farvestålspolen er afsluttet, overføres spændingen fra strammeren til udgangssektion...
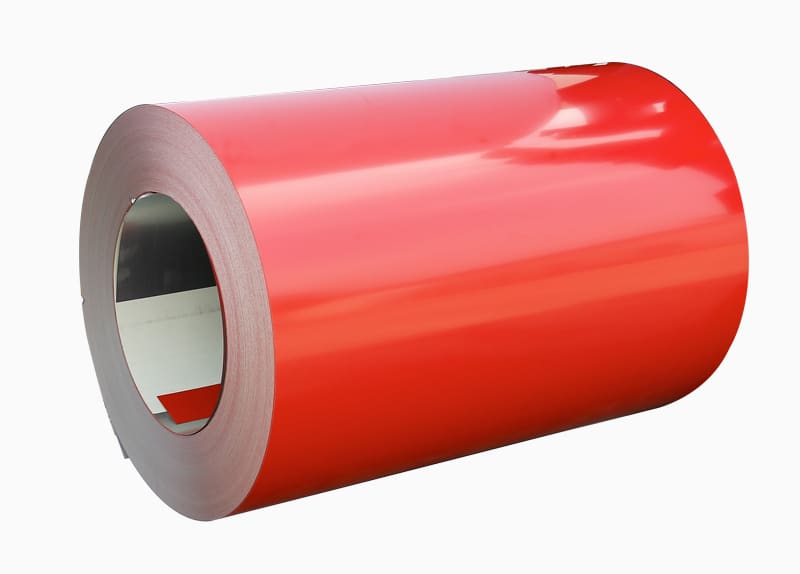
Efter belægningsprocessen for farvestålspolen er afsluttet, overføres spændingen fra strammeren til udgangssektionen. Lagerenheden er tom under normal drift af produktionslinjen. Når udgangssektionen er stoppet og aflæsset, vil lagerenheden fortsætte med at male fra rullen. De farvede stålspoler fra procesdelen gemmes igen.
Når næste rul begynder at spole tilbage, accelererer udgangssektionen og trækker griberen ud. Eksportopbevaringsenheden passerer gennem to styreruller og en strammer for at opretholde korrekt spænding i opbevaringsenheden og giver efterspænding til oprulning. Spolen passerer gennem pallen, rullen og palleklemmen for at nå skæremaskinen. På stedet skæres spolens led af, og styrerullen går ind i oprulleren for at spole tilbage.
Mellem vikleren og klemmen er en fotoelektrisk kantkontrolenhed. Sensoren kan detektere kanten af spolen, det vil sige sende et signal til vikleren om at få slisken til at følge med for at sikre, at farvestålspolen rulles op.
Når viklemaskinen når den nødvendige diameter, stopper viklemaskinen, skærer spolerne over, og fodervognen hæves og holder spolerne, hovedakslen på viklemaskinen udvider sig og krymper, og fodervognen transporterer stålspolerne til bundtning . Og vejning.
Hovedet på den næste spole sendes til oprulleren, og oprulleren accelererer, indtil spiralen i lageret er færdig. På denne måde kører udgangssektionen med samme hastighed som den samlede produktionslinje.